
Here are the common problems or defects that can occur during compression molding processes.
Let’s see the underlying causes and possible solutions for rectification.
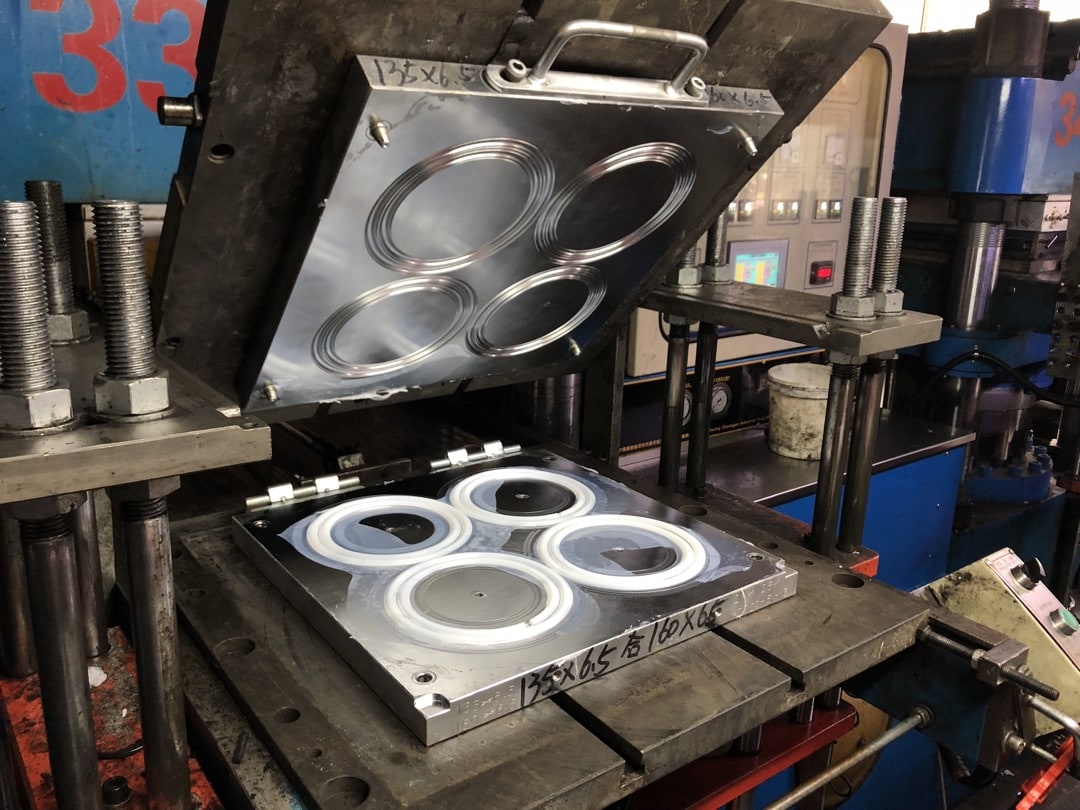
5 common problems/defects that occur during compression Molding!
1. Incomplete fill or short shots:

Incomplete fill or short shots in compression molding occur when the mold doesn’t completely fill with molten material. Resulting in parts that are not fully formed.
Reasons:
- Low melt temperature
- Insufficient mold pressure
- Poor flow design
Possible Solutions:
- Increase the melt temperature
- Increase the pressure and hold time
- Modify your mold design to facilitate better flow
2. Flash or excess material around the part:

Flash, or excess material around the part, is a common issue in compression molding. It occurs when molten material escapes from the mold cavity and solidifies outside of the intended part geometry. This can lead to wasted material, increased cycle times, and cosmetic or functional defects.
Flash is a thin or excess layer of material along the part’s edges.
Reasons:
- Excessive mold pressure
- Insufficient mold venting
- Worn or damaged mold components
Possible solutions:
- Reduce the pressure.
- Improve venting in your mold.
- Inspect and replace damaged parts of your mold
3. Surface imperfections:

Surface imperfections, such as voids and sink marks, are common defects that can occur in compression molding. The reasons and possible solutions are,
Reasons:
- Inadequate venting
- Mold temperature variations
- Material moisture content
Possible solutions:
- Ensure proper venting in your mold to release trapped air.
- Maintain consistent mold temperature
- Dry the material if it is moisture-sensitive.
4. Warpage:

Warpage in compression molding refers to the deformation or distortion of a molded part. Resulting in uneven or undesirable changes in its shape or dimensions.
Reasons:
- Non-uniform cooling
- Inconsistent material flow
- Residual stress
Possible solutions:
- Enhance your cooling system design for even cooling.
- Optimize your gate and runner design
- Adjust molding parameters, like temperature and pressure.
5. Blisters or Air traps:
Blisters or air traps in compression molding are defects that occur when pockets of air get trapped within the molded part during the molding process. These air pockets are raised and bubble-like imperfections on the part’s surface. Blisters and air traps can weaken the part and affect its appearance.
Reasons:
- Inadequate venting
- Reduced hold time
Possible solutions:
- Ensure proper venting in your mold.
- Increase the hold time to allow for air escape.
Note:
Various processing changes are suggested as possible solutions for the different problems encountered during the compression molding process. In general, these changes should not exceed the recommended ranges. Consult officials or executives for the right range to be employed.
At TOPGRID, 760+ consultants are available to assist you in troubleshooting the problems.
Conclusion:
These are the very common defects or problems that occur during the compression molding process. Addressing these defects often requires a combination of adjustments to various molding parameters, mold design, and material handling. Regular maintenance of the mold and equipment is also essential to prevent these defects from occurring in compression molding processes.
We TOPGRID, your manufacturing partner, are dedicated to upholding the highest standards of quality throughout every stage of your manufacturing process.
From the initial design to the final product completion, we ensure the materials that undergo these processes and products produced are quality-checked.
Send your Requirement to Topgrid!